大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
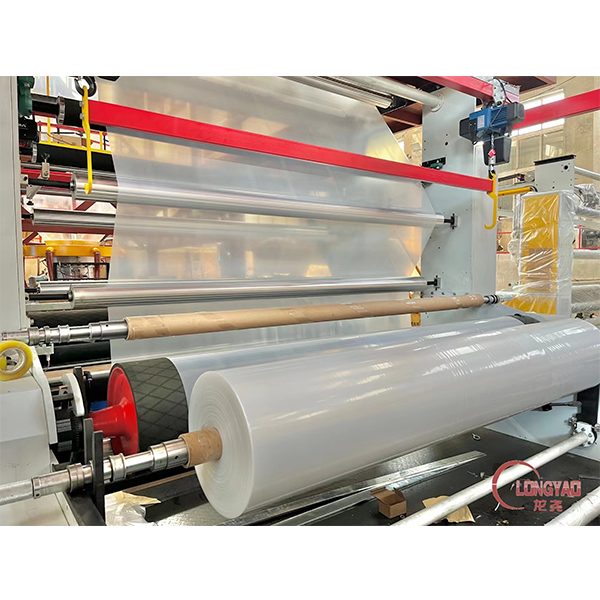
在现代塑料薄膜生产中,三层共挤吹膜工艺因其可复合不同性能材料的特点被广泛应用。薄膜厚度的均匀性直接影响产品力学性能、阻隔性和外观质量,是生产工艺控制的核心指标。
一、原料特性对厚度的影响基础
熔体流动指数(MFI)匹配
三层共挤要求ABC三层物料的MFI差值控制在±2g/10min以内。例如生产PA/EVOH/PE阻隔膜时,需调整PA6的MFI至3.5-4.0(230℃/2.16kg),与LDPE的MFI 4.0保持流动一致性。MFI差异过大会导致层间流速不均,出现厚度波动。
材料收缩率协调
各层材料冷却结晶收缩率差应小于15%。以PP/PE/PP结构为例,PP收缩率1.5-2.0%,PE收缩率2.5-3.0%,需通过添加成核剂调节PP结晶速率,避免因收缩差异导致薄膜卷曲和厚度分布不均。
二、设备关键部件的精准控制
多层螺旋分配器设计
采用计算机流体动力学(CFD)优化的螺旋流道结构,压力损失偏差控制在±5%以内。某型号分配器在出口处设置可调式阻尼块,通过0.1mm精度的微调螺栓调节各流道阻力,实现层厚比在±2%范围内准确调控。
自动风环系统
双风口负压冷却风环配备32个独立风道,每个风道由伺服电机驱动阀门开度,响应时间<0.5秒。当在线测厚仪检测到某区域偏差时,系统自动调节对应风道的气流量(调节精度±0.5m³/h),实现膜泡直径的局部控制。
模头加热分区控制
采用16区陶瓷加热器配合PID温控,模头工作面温度波动≤±0.5℃。特别在合流段设置3组热电偶闭环控制,确保不同熔体在层间界面处的温度梯度<3℃/cm。
三、工艺参数优化策略
挤出机转速同步
三台挤出机采用主从控制模式,主挤出机(通常为中间层)转速波动<0.2%,从属挤出机通过实时追踪主电机电流变化自动补偿。生产0.1mm薄膜时,各层挤出量偏差需<1.5%。
吹胀比与牵引比协同
吹胀比(BUR)和牵引比(DDR)的乘积决定终厚度。经验公式显示:厚度(μm)=(模头间隙×1000)/(BUR×DDR)。当生产50μm薄膜时,典型参数组合为BUR=2.5,DDR=8,需保持这两个参数的稳定性>98%。
内冷系统(IBC)参数
内冷风量控制在膜泡直径的0.8-1.2倍(m³/h·m),风压稳定性±50Pa。某生产线数据显示,当IBC风量从200m³/h增至220m³/h时,薄膜横向厚度偏差可由8%降至5%。
四、闭环控制系统实现
在线测厚仪应用
β射线测厚仪每200ms采集一次数据,扫描速度可达1m/s。配合128点厚度矩阵分析,实时生成厚度云图。某企业通过安装2台交叉扫描测厚仪,将厚度CV值从5.8%降至2.3%。
自适应控制算法
采用模糊PID控制策略,厚度偏差>3%时触发强干预模式,调节模头螺栓;偏差1-3%时启用预测控制,提前调整挤出参数。某案例显示,该算法使换规格时的废品率降低42%。
大数据分析优化
通过MES系统收集历史生产数据,建立厚度-工艺参数关联模型。当原料批次更换时,系统自动推荐工艺窗口,如某PE牌号更换后,建议将挤出温度降低3-5℃以维持厚度稳定性。
五、常见问题解决方案
横向厚度波动•现象:呈现规律性"厚-薄"交替条纹•对策:检查模头温度均匀性,调整风环冷却曲线,必要时对模唇进行抛光处理
纵向厚度不均•现象:出现周期性厚度变化•对策:检查挤出机螺杆转速稳定性,更换滤网(建议每8小时更换),校准牵引辊偏心度
层间比例失调•现象:中间层占比超出设定值±5%•对策:清理分配器流道,检查各层熔体泵的齿轮间隙,必要时进行动态标定
三层共挤吹膜厚度控制是机械精度、材料科学和智能控制的综合体现。随着工业4.0技术的发展,厚度控制正从"事后修正"转向"预测维护"。建议生产企业定期进行模头流道仿真分析(每年至少1次),建立原料数据库,并培养具备跨学科知识的工艺工程师团队,以应对日益严苛的薄膜品质要求。