大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
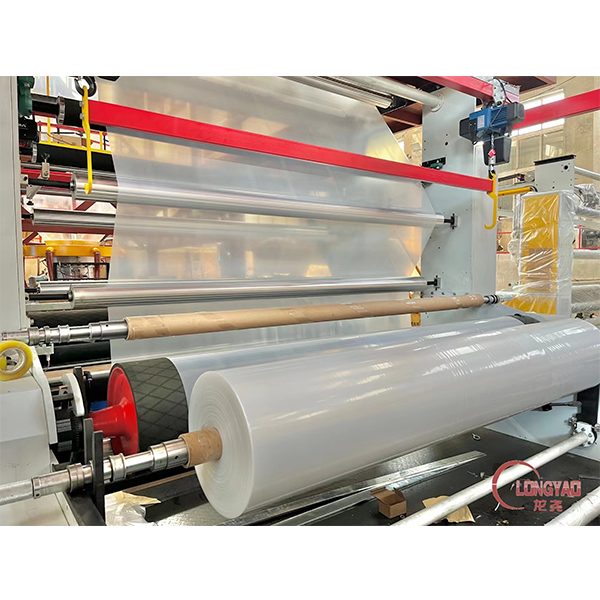
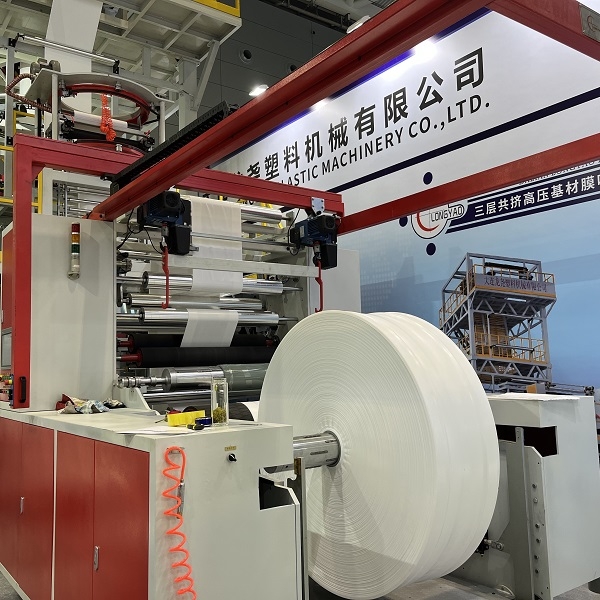
三层共挤吹膜机在生产过程中,薄膜气泡是一个常见的问题,不仅影响薄膜的外观质量,还可能降低其物理性能。因此,解决薄膜气泡问题对于提高产品质量和生产效率至关重要。
一、薄膜气泡的成因
原材料问题
原材料是影响薄膜质量的重要因素。如果原材料中含有水分、杂质或挥发物,在高温熔融过程中,这些物质会形成气体,导致薄膜内部产生气泡。此外,不同树脂的相容性差也可能导致气泡的产生。
设备问题
三层共挤吹膜机的设备状态直接影响薄膜的质量。如果挤出机的螺杆设计不合理、温度控制不精准,或者模头流道设计不当,都可能导致熔体流动不均匀,从而产生气泡。
工艺参数设置不当
工艺参数如挤出温度、吹胀比、牵引速度等设置不合理,会导致熔体流动性差或冷却不均匀,从而形成气泡。例如,温度过高可能导致树脂降解产生气体,温度过低则可能导致熔体流动性不足。
环境因素
生产环境中的湿度、温度等条件也会影响薄膜质量。如果环境湿度过高,原材料容易吸湿,在熔融过程中产生气泡。
二、解决薄膜气泡的方法
优化原材料选择与处理
原材料选择:选择质量稳定、杂质少的树脂原料,确保其含水率和挥发物含量符合要求。
原材料干燥:在投料前,对原材料进行充分干燥处理,尤其是吸湿性较强的树脂(如PA、PET等),通常需要在80℃-120℃下干燥4-6小时。
相容性调节:对于三层共挤薄膜,需确保各层树脂的相容性良好,必要时添加相容剂以改善界面结合。
设备维护与改进
螺杆与机筒检查:定期检查螺杆和机筒的磨损情况,确保其表面光滑无损伤,避免因局部熔体滞留而产生气泡。
模头流道优化:模头流道的设计应确保熔体流动均匀,避免出现死角和滞留区。可以通过调整模头间隙和流道形状来改善熔体分布。
温度控制:确保挤出机各段温度控制精准,避免局部过热或过冷。可以使用多点测温仪实时监控温度变化。
调整工艺参数
挤出温度:根据树脂的熔融特性,合理设置挤出温度。温度过高会导致树脂降解,温度过低则可能导致熔体流动性不足。
吹胀比与牵引速度:吹胀比和牵引速度的设置应与树脂的熔体强度相匹配。过高的吹胀比可能导致薄膜拉伸过度,形成气泡;过低的牵引速度则可能导致冷却不均匀。
冷却系统:优化冷却风环的设计和风量分布,确保薄膜均匀冷却,避免因冷却不均而产生气泡。
环境控制
湿度控制:在生产车间安装除湿设备,控制环境湿度在合理范围内(通常低于60%),避免原材料吸湿。
温度控制:保持车间温度稳定,避免因温度波动影响熔体流动性和冷却效果。
在线检测与反馈
在线检测:安装在线检测设备(如气泡检测仪),实时监控薄膜质量,及时发现并处理气泡问题。
数据分析:通过数据分析,找出气泡产生的规律,优化生产工艺和设备参数。
三、案例分析
某三层共挤吹膜机在生产PA/PE/PA结构的薄膜时,频繁出现气泡问题。经过分析,发现以下原因:
PA树脂吸湿严重,未充分干燥;
挤出机温度设置过高,导致PA树脂降解;
吹胀比过大,薄膜拉伸过度。
针对这些问题,采取了以下措施:
将PA树脂在120℃下干燥6小时;
降低挤出机温度,避免PA树脂降解;
调整吹胀比至合理范围。
经过上述改进,薄膜气泡问题得到显著改善,产品质量大幅提升。
三层共挤吹膜机中薄膜气泡问题的解决需要从原材料、设备、工艺和环境等多个方面入手。通过优化原材料处理、改进设备设计、调整工艺参数以及控制生产环境,可以有效减少或消除薄膜气泡,提高产品质量和生产效率。同时,建立完善的在线检测和数据分析系统,有助于及时发现和解决问题,实现稳定高效的生产。