大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
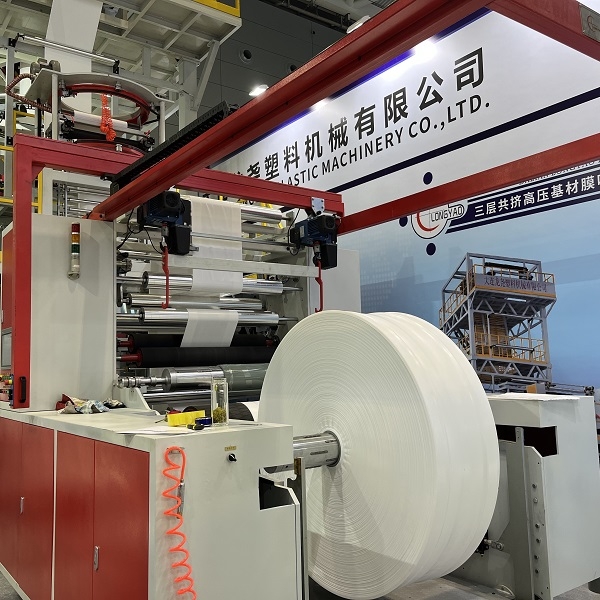
一、三层共挤吹膜机的应用场景与核心优势
三层共挤吹膜机是现代包装行业的关键设备,通过三个独立挤出系统将不同性能的原料(如LLDPE、EVOH、PA等)熔融后,经复合模头成型为具有多层结构的薄膜。其核心优势在于实现“功能分层”:内层负责热封性,中层提供氧气/水蒸气阻隔性,外层保障力学强度与耐磨损性,广泛应用于食品真空包装、医药无菌包装、日化产品包装等高端领域。要理解其性能,需从关键参数与厚度控制精度两方面深入分析。
二、三层共挤吹膜机关键参数详解
三层共挤吹膜机的参数决定了薄膜的质量、效率与成本,核心参数可分为以下五类:
1.挤出系统参数
螺杆直径(Φ25~Φ150mm):对应不同产能,直径越大产能越高。三层挤出机的螺杆通常“差异化设计”:内层螺杆适配热封料(如LLDPE,低剪切),中层适配阻隔料(如EVOH,需温和塑化避免降解),外层适配强度料(如HDPE,高剪切混合)。
长径比(L/D=28~35):长径比越大,原料塑化越充分、混合越均匀,但需平衡能耗与降解风险(如EVOH长径比不宜超过30)。
压缩比(1.8~3.5):压缩比决定原料熔融效率,热封料用低压缩比(1.82.2)减少剪切热,阻隔料用中压缩比(2.53.0)保证密实性。
螺杆转速范围(0~150rpm):转速需与牵引速度匹配,过高易导致原料降解,过低则塑化不足。
2.复合模头参数
模头结构:主流为“螺旋式复合模头”,通过螺旋流道实现多层料流的均匀叠加,避免层间混合;部分高端机型采用“叠加式模头”,适合高阻隔材料的精准分层。
模口直径(Φ50~Φ600mm):决定膜泡直径,需与薄膜宽度匹配(膜宽≈膜泡周长×0.5)。
模口间隙(0.5~3.0mm):间隙大小影响初始膜厚,需根据目标厚度与牵引比调整(牵引比=牵引速度/模口出料速度)。
3.冷却定型系统参数
冷却风环类型:双风口风环(外层强冷、内层缓冷)可提升膜泡稳定性;高端机型配备“膜泡内冷系统”,适用于厚膜或高阻隔膜,冷却效率提升30%以上。
风量/风压调节范围:风量需均匀覆盖膜泡圆周,风压波动≤±5Pa,否则易导致膜泡抖动、厚度不均。
4.牵引收卷系统参数
牵引速度(5~150m/min):与螺杆转速联动,决定生产效率;需与膜厚匹配(速度越高,膜越薄)。
收卷直径(≤1500mm):影响换卷频率,大直径收卷可减少停机次数,提升连续生产能力。
张力控制精度(±1N):张力不均会导致薄膜起皱、收卷不平整,需通过磁粉制动器或伺服电机实现闭环控制。
5.自动化控制参数
PLC控制系统:需支持多参数联动(如螺杆转速、牵引速度、风环风量),响应时间≤0.5s。
在线测厚仪精度:非接触式测厚仪(如β射线、红外)的精度需达到±0.1μm,才能实现实时厚度反馈与自动调整。
三、厚度控制精度的核心价值
厚度控制精度(通常要求±0.5μm以内)是三层共挤吹膜机的“生命线”,其重要性体现在以下四方面:
1.产品质量稳定性
厚度不均会导致薄膜力学性能(拉伸强度、撕裂强度)、阻隔性能(氧气透过率)的局部差异。例如,食品包装膜若局部厚度仅为目标值的80%,氧气阻隔性会下降50%以上,导致食品保质期缩短;局部过厚则会降低热封效率,引发包装漏液。
2.原料成本节约
薄膜厚度每超差1μm,原料损耗率约增加10%。假设年产1000吨10μm薄膜,若厚度平均超差1μm,每年将浪费100吨原料,按PE单价1.2万元/吨计算,年损失达120万元。精准的厚度控制可直接降低原料成本5%~10%。
3.生产效率提升
厚度波动大会导致频繁停机调整,降低生产效率。例如,某企业采用精度±0.3μm的测厚系统后,停机调整次数从每日5次降至1次,产能提升20%以上。
4.下游加工适配性
厚度不均会影响下游工序:印刷时套印不准、制袋时热封强度不一致、复合时层间剥离力波动。例如,医药包装膜若厚度偏差超过±0.5μm,会导致无菌袋热封边易断裂,引发合规风险。
三层共挤吹膜机的参数设计需围绕“功能分层+高效生产”展开,而厚度控制精度是连接参数与产品价值的核心纽带。对于企业而言,优化参数设置与提升厚度控制精度,不仅能降低成本、提升效率,更能增强产品竞争力,在高端包装市场占据优势。