大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
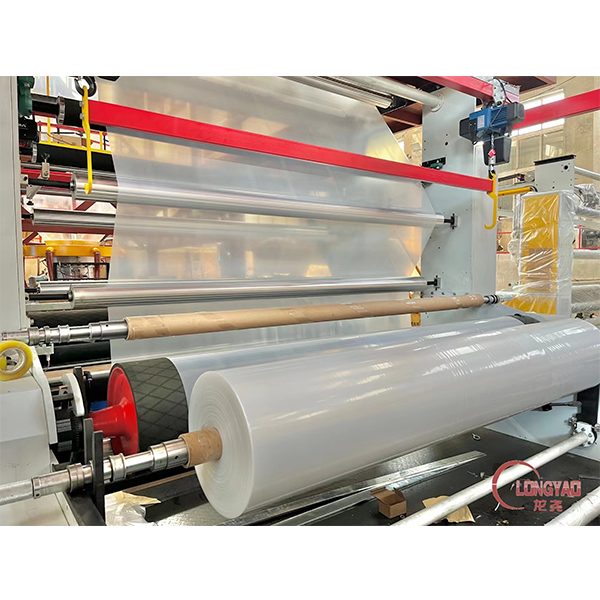
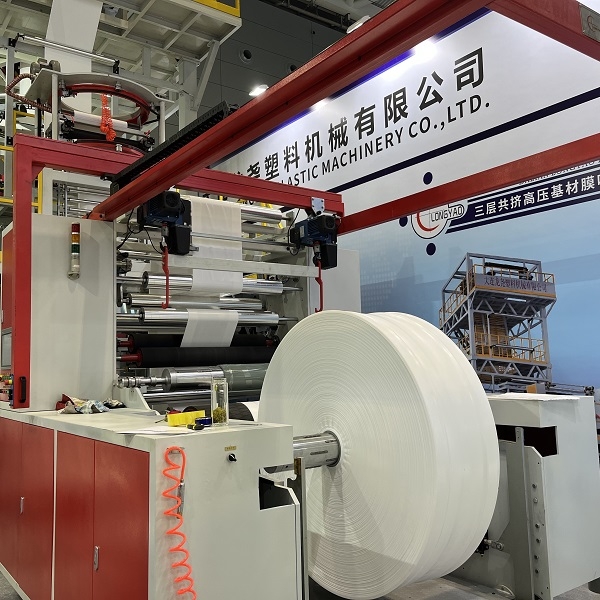
三层共挤吹膜机是一种广泛应用于塑料薄膜生产的高效设备,其调试过程直接影响薄膜的质量和生产效率。为了获得更佳的生产参数,调试工作需从设备检查、工艺参数设定、材料选择、操作技巧等多个方面入手。
一、设备检查与准备
设备清洁
在调试前,确保三层共挤吹膜机的各个部件清洁无污染,尤其是模头、螺杆、过滤网等关键部位。残留的杂质或旧料会影响薄膜的均匀性和表面质量。
检查加热系统
确保各层挤出机的加热系统工作正常,温度控制准确。使用温度计或红外测温仪检测实际温度与设定温度是否一致,避免因温度偏差导致材料塑化不良或过热分解。
检查冷却系统
冷却系统是薄膜成型的关键,确保风环、水环等冷却装置畅通无阻,风量和水量调节灵活,以保证薄膜的冷却效果和厚度均匀性。
检查传动系统
检查牵引辊、收卷辊等传动部件的运行是否平稳,确保无打滑或卡顿现象,避免薄膜拉伸不均匀或产生皱褶。
二、材料选择与配比
材料选择
根据薄膜的用途选择合适的原材料,如聚乙烯(PE)、聚丙烯(PP)、乙烯-醋酸乙烯共聚物(EVA)等。各层材料的选择需考虑其性能互补,例如外层材料应具有良好的耐磨性和印刷性,中层材料应具备良好的阻隔性,内层材料应具有良好的热封性。
材料配比
三层共挤吹膜机的各层材料配比需根据薄膜的性能要求进行优化。例如,若需要高强度的薄膜,可适当增加中层材料的比例;若需要良好的热封性能,可增加内层材料的比例。调试时需逐步调整配比,观察薄膜的性能变化。
三、工艺参数设定
挤出温度
各层挤出机的温度设定需根据材料的熔融特性进行调整。一般来说,外层材料的温度略高于中层和内层,以确保材料充分塑化并具有良好的流动性。调试时需逐步调整温度,观察薄膜的表面质量和厚度均匀性。
螺杆转速
螺杆转速直接影响材料的挤出量和塑化效果。调试时需根据薄膜的厚度和生产速度调整各层挤出机的螺杆转速,确保各层材料的挤出量匹配,避免因挤出量不均导致薄膜分层或厚度不均。
模头间隙
模头间隙是影响薄膜厚度均匀性的关键参数。调试时需根据薄膜的厚度要求调整模头间隙,确保各层材料的分布均匀。若间隙过小,可能导致薄膜过薄或出现裂纹;若间隙过大,可能导致薄膜过厚或出现气泡。
吹胀比
吹胀比是薄膜直径与模头直径的比值,直接影响薄膜的拉伸强度和厚度均匀性。调试时需根据薄膜的用途调整吹胀比,一般在2:1至4:1之间。若吹胀比过大,可能导致薄膜过薄或拉伸不均;若吹胀比过小,可能导致薄膜过厚或强度不足。
牵引速度
牵引速度直接影响薄膜的厚度和生产效率。调试时需根据薄膜的厚度要求和生产速度调整牵引速度,确保薄膜的拉伸均匀,避免因牵引速度过快导致薄膜过薄或出现皱褶。
四、操作技巧与注意事项
逐步调试
调试时需逐步调整各参数,避免一次性大幅调整导致薄膜质量失控。每次调整后需观察薄膜的表面质量、厚度均匀性和物理性能,记录更佳参数组合。
观察薄膜质量
调试过程中需密切观察薄膜的表面质量,如是否有气泡、鱼眼、皱褶、分层等缺陷。若发现问题,需及时调整相关参数,如挤出温度、螺杆转速、模头间隙等。
记录与优化
调试过程中需详细记录各参数的设定值和薄膜的质量表现,以便后续优化和调整。通过多次调试和优化,逐步找到更佳的生产参数组合。
五、常见问题及解决方法
薄膜厚度不均
可能原因:模头间隙不均、挤出量不匹配、牵引速度不稳定。
解决方法:调整模头间隙、优化各层挤出机的螺杆转速、检查牵引系统的运行稳定性。
薄膜表面有气泡
可能原因:材料含水率过高、挤出温度过高、模头间隙过小。
解决方法:烘干材料、降低挤出温度、调整模头间隙。
薄膜分层
可能原因:各层材料相容性差、挤出量不匹配、模头温度不均。
解决方法:优化材料配比、调整各层挤出机的螺杆转速、检查模头温度分布。
三层共挤吹膜机的调试是一个复杂而细致的过程,需综合考虑设备状态、材料性能、工艺参数和操作技巧。通过逐步调试和优化,可以找到更佳的生产参数组合,确保薄膜的质量和生产效率。调试过程中需密切观察薄膜的质量表现,及时调整相关参数,并详细记录调试数据,为后续生产提供参考。