大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑

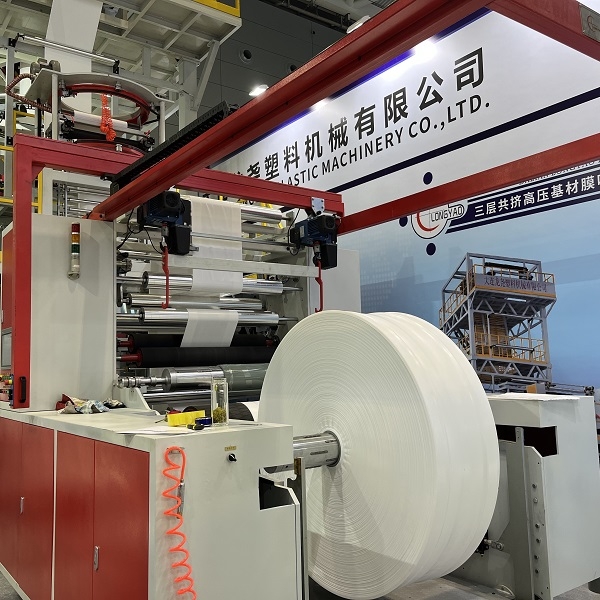
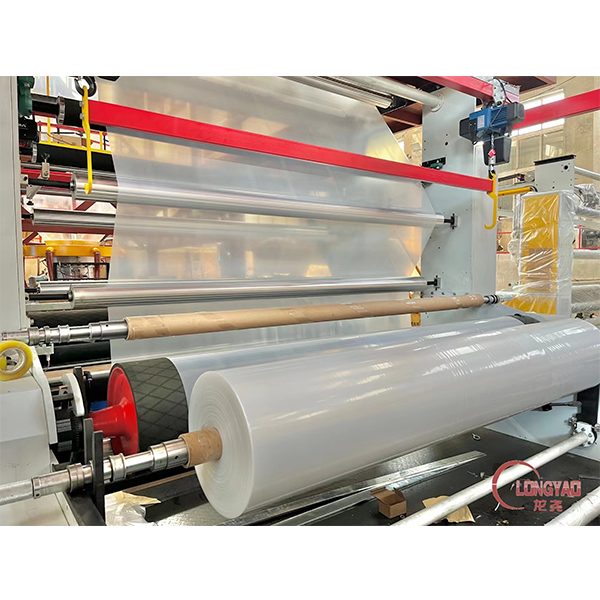
三层共挤吹膜机相关技术术语:
三层共挤吹膜机露点又称霜线,指塑料由粘流态进入高弹态的分界线。在吹膜过程中,低密度聚乙烯(LDPE)在从模口中挤出时呈熔融状态,透明性良好。当离开模口之后,要通过冷却风环对膜泡的吹胀区进行冷却,冷却空气以一定的角度和速度吹向刚从机头挤出的塑料膜泡时,高温的膜泡与冷却空气相接触,膜泡的热量会被冷空气带走,其温度会明显下降到低密度聚乙烯(LDPE)的粘流温度以下,从而使其冷却固化且变得模糊不清了。在吹塑膜泡上我们可以看到一条透明和模糊之间的分界线,这就是露点(或者称霜线)。在吹膜过程中,露点的高低对薄膜性能有一定的影响。如果露点高,位于吹胀后的膜泡的上方,则薄膜的吹胀是在液态下进行的,吹胀仅使薄膜变薄,而分子不受到拉伸取向,这时的吹胀膜性能接近于流延膜。相反,如果露点比较低,则吹胀是在固态下进行的,此时塑料处于高弹态下,吹胀就如同横向拉伸一样,使分子发生取向作用,从而使吹膜机的吹胀膜的性能接近于定向膜。
三层共挤吹膜机吹胀比是吹塑薄膜生产工艺的控制要点之一,是指吹胀后膜泡的直径与未吹胀的管环直径之间的比值。吹胀比为薄膜的横向膨胀倍数,实际上是对薄膜进行横向拉伸,拉伸会对塑料分子产生一定程度的取向作用,吹胀比增大,从而使薄膜的横向强度提高。但是,吹胀比 也不能太大,否则容易造成膜泡不稳定,且薄膜容易出现皱折。因此,吹胀比应当同牵引比配合适当才行,一般来说,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜。
牵引比是指薄膜的牵引速度与管环挤出速度之间的比值。牵引比是纵向的拉伸倍数,使薄膜在引取方向上具有定向作用。牵引比增大,则纵向强度也会随之提高,且薄膜的厚度变薄,但如果牵引比过大,薄膜的厚度难以控制,甚至有可能会将薄膜拉断,造成断膜现象。低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜。
大连三层共挤吹膜机厂家专门生产PE吹膜机,三层共挤吹膜机,ABA吹膜机等,产品质量可靠,价格优惠,深得广大用户的好评,欢迎到我公司参观、选购。